パーツフィーダーとは
パーツフィーダーとは

パーツフィーダーとは、ランダム投入されたワークを、振動を使って必要な姿勢に整列させ、次工程の機械(組立機、包装機、検査機など)に供給するための装置です。
他の整列装置と比べてコスパに優れ、省スペースでレイアウトできます。パーツフィーダーを活用することで、手作業に比べてスピードアップ、正確性アップ等により、生産性の向上につながります。


パーツフィーダー導入前に押えておくべき
5つのポイント
-
01パーツフィーダーでの整列供給に適したワークか
振動で形が変形するものや、こすれや傷、はがれなどに支障があるワークはパーツフィーダーには適しません。また、ワークに油や水などの付着物があるもの、薄物や樹脂等で静電気が発生しやすいもの、ゴム製品で振動を吸収してしまうもの等、製品特性のあるものは注意が必要となり、特殊な設計を行う場合があります。
-
02ワークのサイズは、適応範囲内か
通常のパーツフィーダーは、□60程度のワークが適応範囲となり供給できません。□60以上となると、大型タイプのパーツフィーダーが必要となります。大型タイプだと、□100まで対応可能です(長さは200mmまで可)。一度ご相談下さい。
ただし、大型になってしまうと、音や振動も大きくなるため、パーツフィーダー以外の供給方法をご提案することもあります。
-
03ワークの供給能力は、適応速度の条件内か
パーツフィーダーの通常の搬送速度は、3~5m/分です。高速タイプのパーツフィーダーだと、10m/分まで可能ですが、重量とサイズに制限があります。
それ以上の搬送速度が必要な場合、パーツフィーダー以外の選択肢を検討する必要があります。
-
04適応可能な環境か(発生する振動と音は問題ないか)
パーツフィーダーは、振動と音が発生します。振動で、加工機の精度が出ないという問題や、音と振動が現場環境で受け入れられないといった問題が発生する可能性を考慮して、パーツフィーダーを設置する場所を検討する必要があります。
また、サイズや重量が大きくなればなるほど、振動と音が大きくなり、通常のパーツフィーダーで発生する音が、約80dB/50~200hzに対し、大型のパーツフィーダーは、約120dB/50~70hzとなります。
-
05パーツフィーダーを設置する床は、適正か
パーツフィーダーは、コンクリートなど、硬い床の上に設置する必要があります。クッション材が引いてある床や、剛性の低い床の上に設置することは原則、安定した振動供給には不向きとなります。
パーツフィーダーの導入事例
-

ボルト+ワッシャの組合わせパーツフィーダー
従来は、作業者がボルトとワッシャをそれぞれパレットから取り出して、仮組付けを行なっていました。
パーツフィーダーを導入することで、ボルトとワッシャをパーツフィーダーに投入すると自動で仮組けした状態で排出され、トレー上にまとまった数量がストックされるようにしました。
-
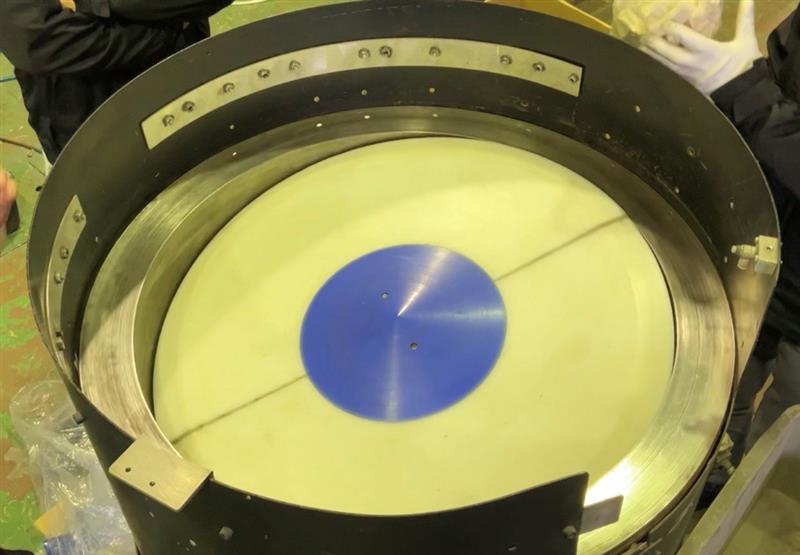
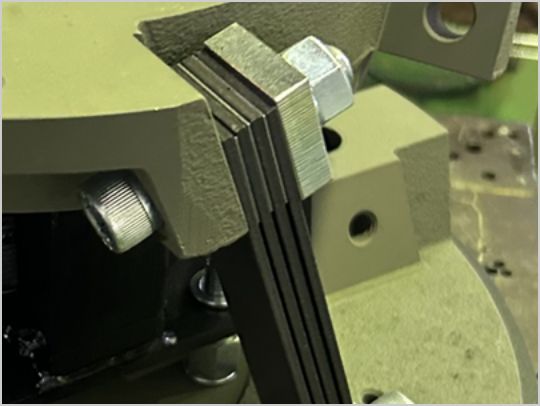
皿バネ検査・整列装置
従来は、製品をトレーに収納する工程において、作業者が磁石付の専用治具を使い1つ1つ並べており、手間と時間が掛かっていました。
パーツフィーダーの出口で整列された製品を数十個、同時に吸着取り出しし、トレーに収納する装置を導入し、
①製品の整列供給外観検査
②NG排出 / OK品トレー収納
③トレー段積み
までの全ての工程を自動化しました。 -
ホースクリップの自動挿入装置
従来は、ホースにクリップを取付ける工程において、作業者が工具を使って取付けていました。
①パーツフィーダーでクリップを供給
②シリンダーでクリップを開く
③作業者がホースをクリップに突っ込む
④ホースの適正位置で、クリップが閉じる
ように自動化し、作業者は、ホースをクリップに突っ込むのみとなりました。
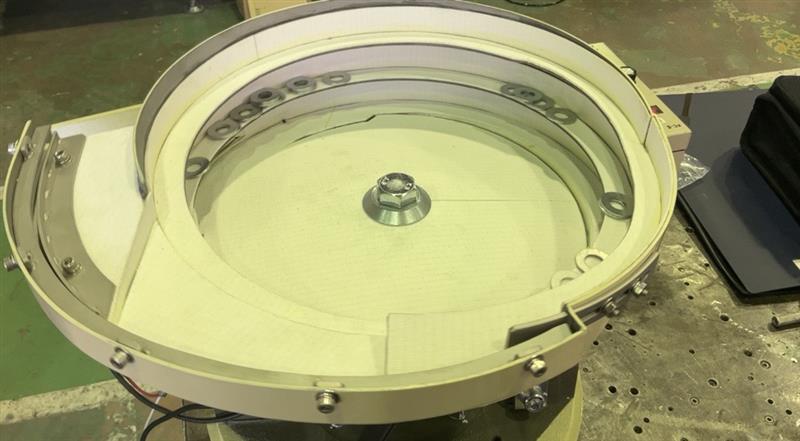
パーツフィーダーの各部名称と役割
-

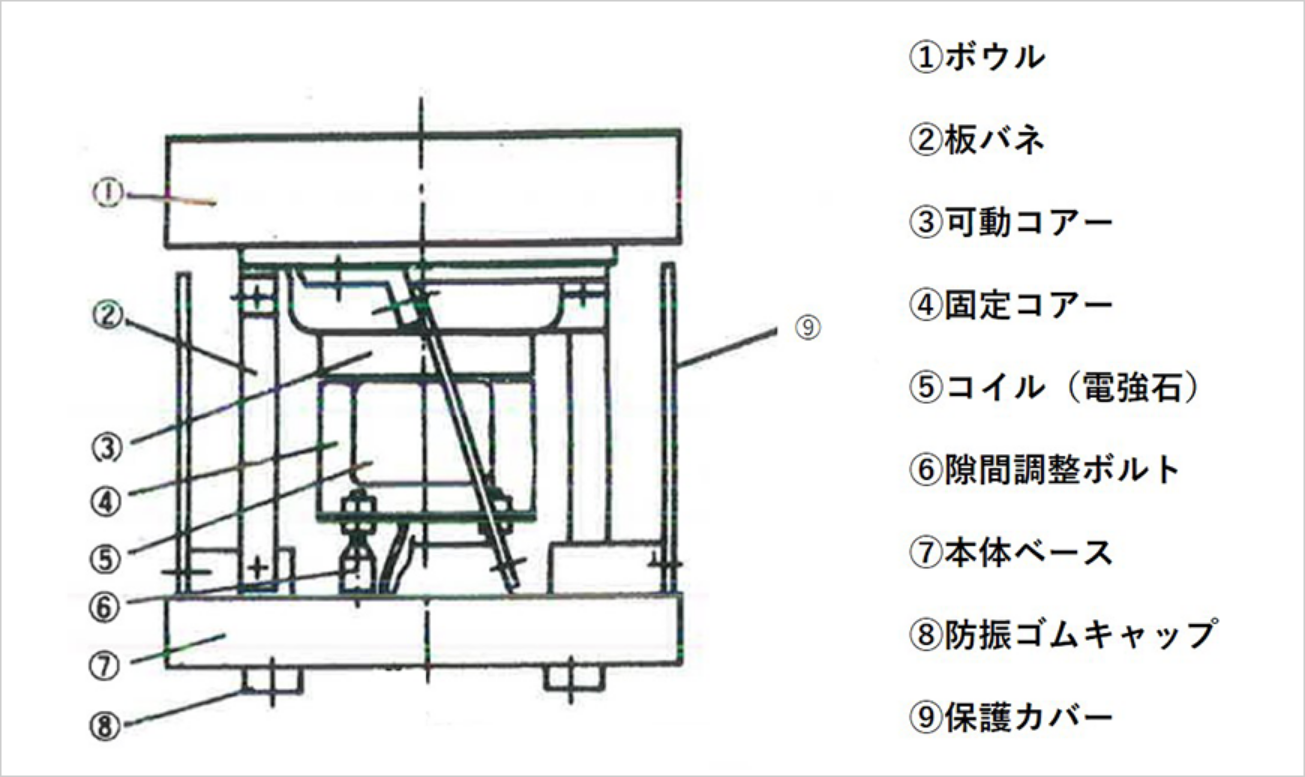
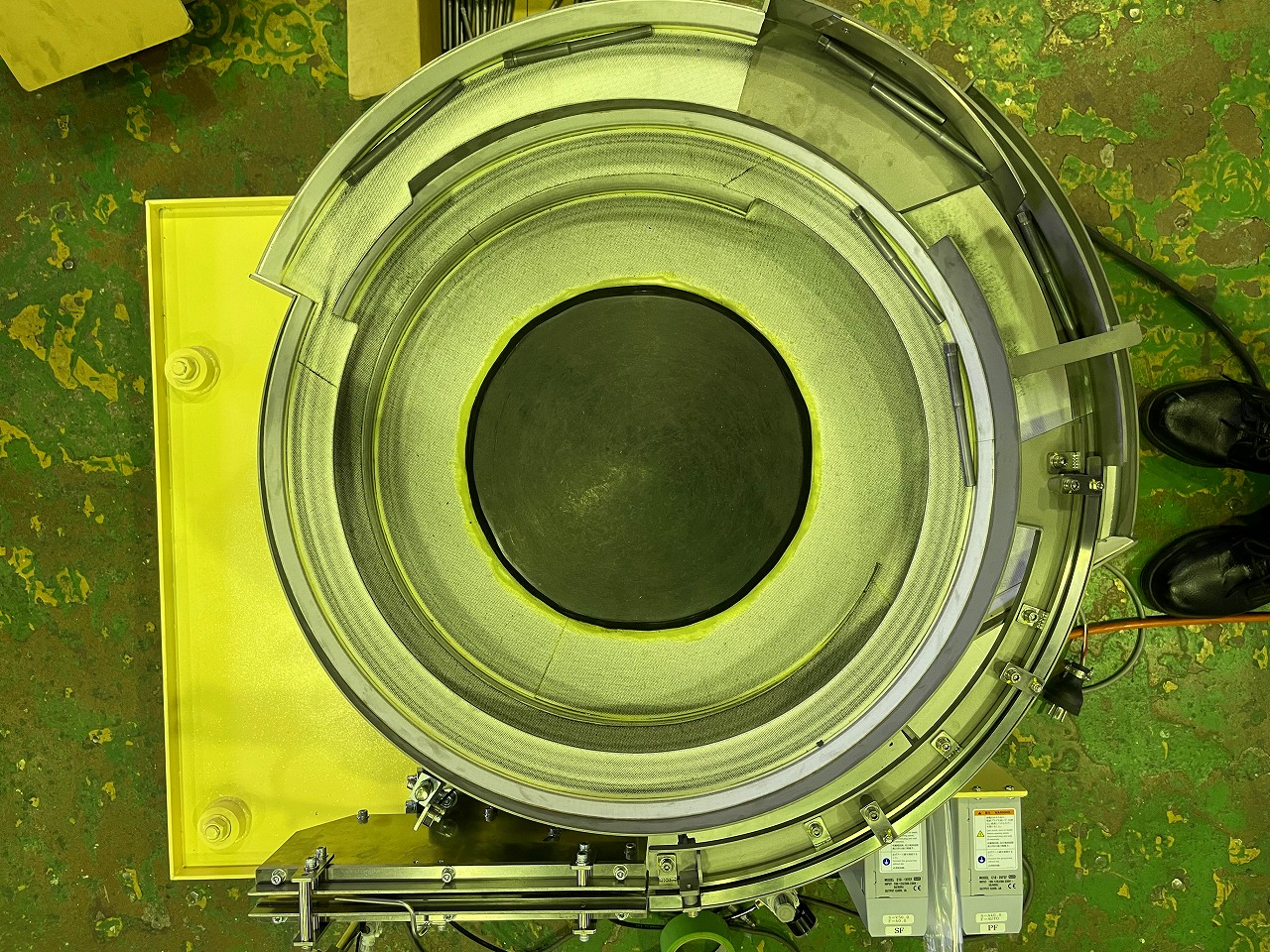
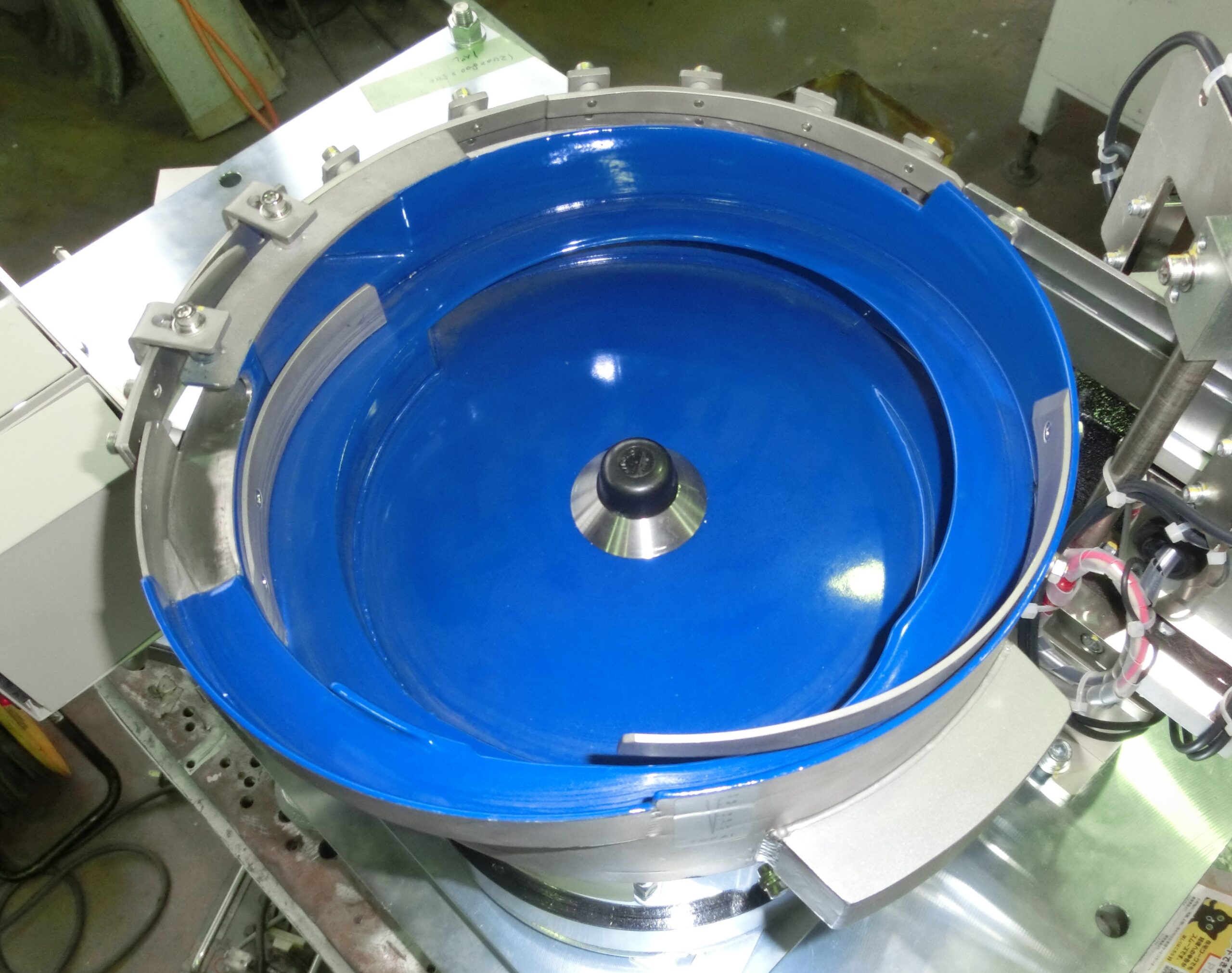
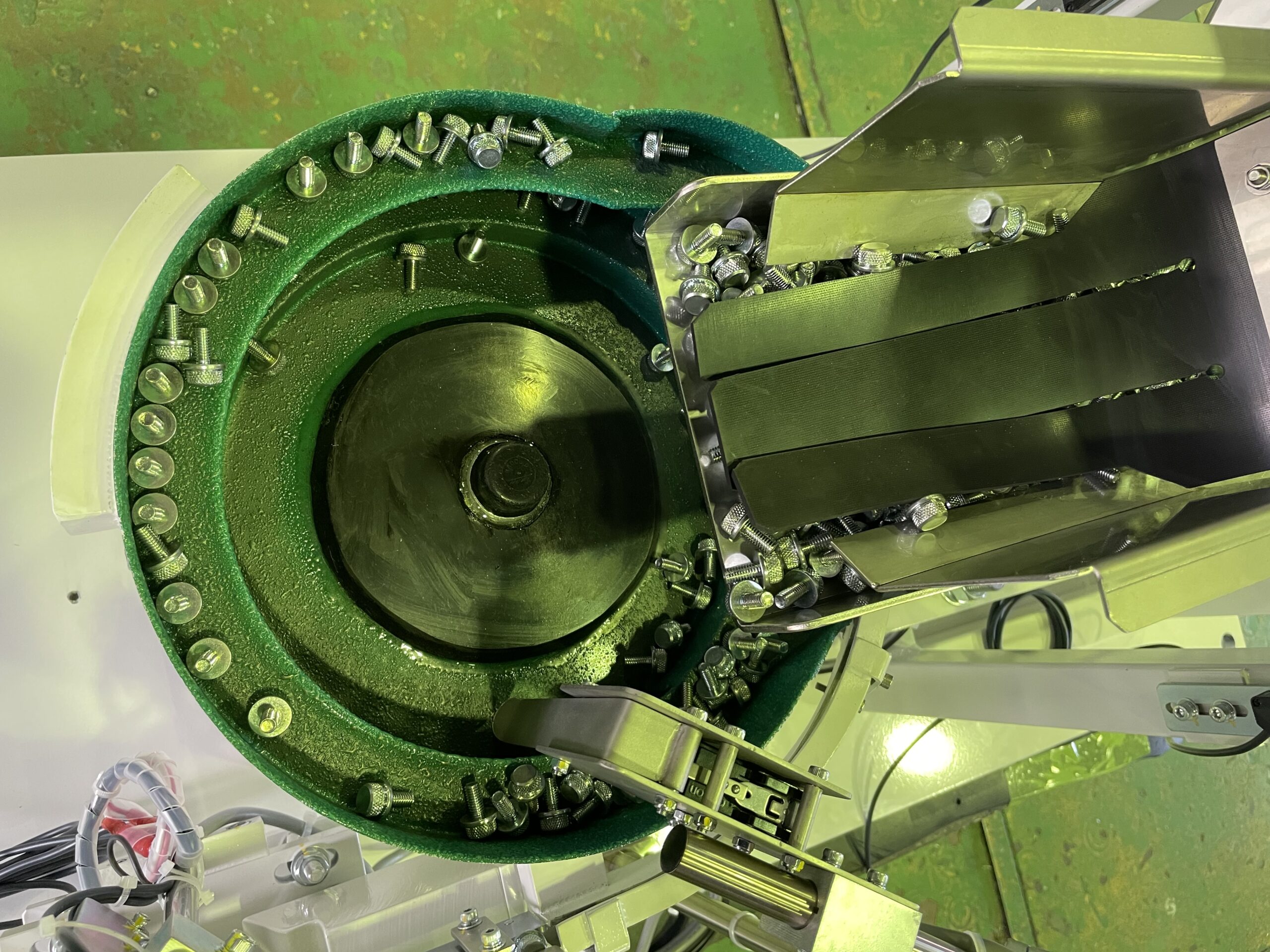
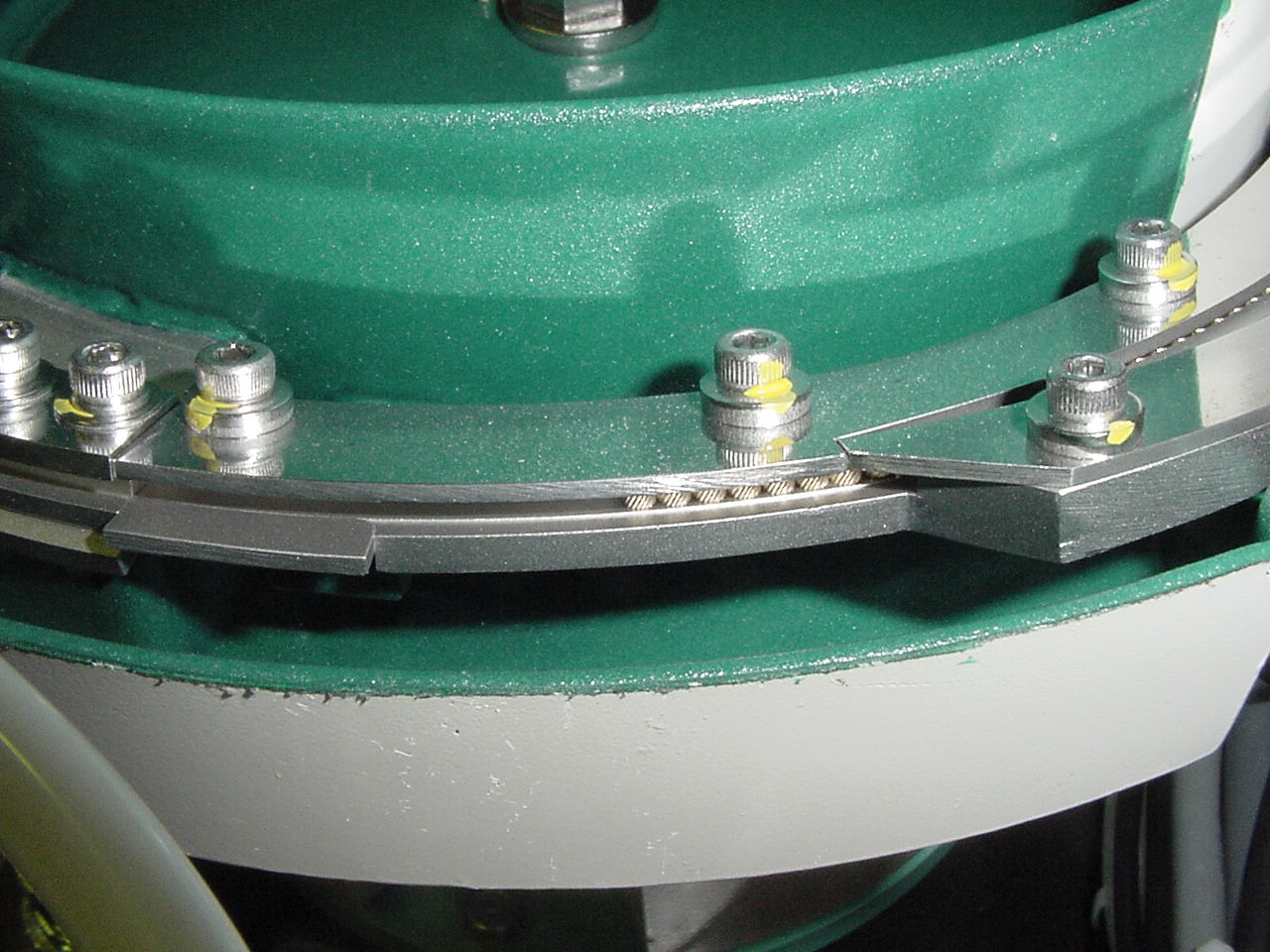
①ボウル
ワーク(製品)を収容し、内側のスパイラルトラックにワークを一定の姿勢に揃えるための特殊なアタッチメントが配置されております。ワークは振動によってこのアタッチメントを通過する際にご希望の姿勢で整送できます。
ボウル素材として、アルミ鋳物製、ステンレス製、鋼板製があり、必要に応じてボウル内面にウレタンライニング処理を施し、騒音防止及び傷・汚れ防止等の対策をする場合があります。 -
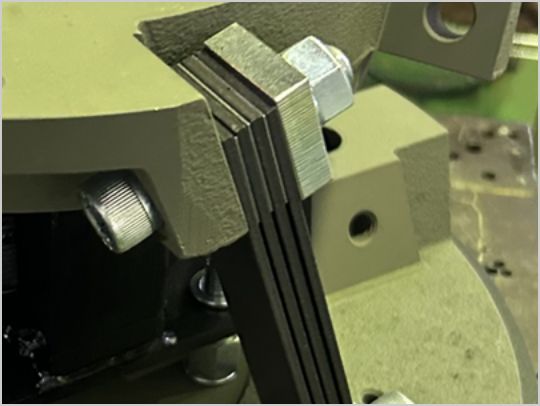
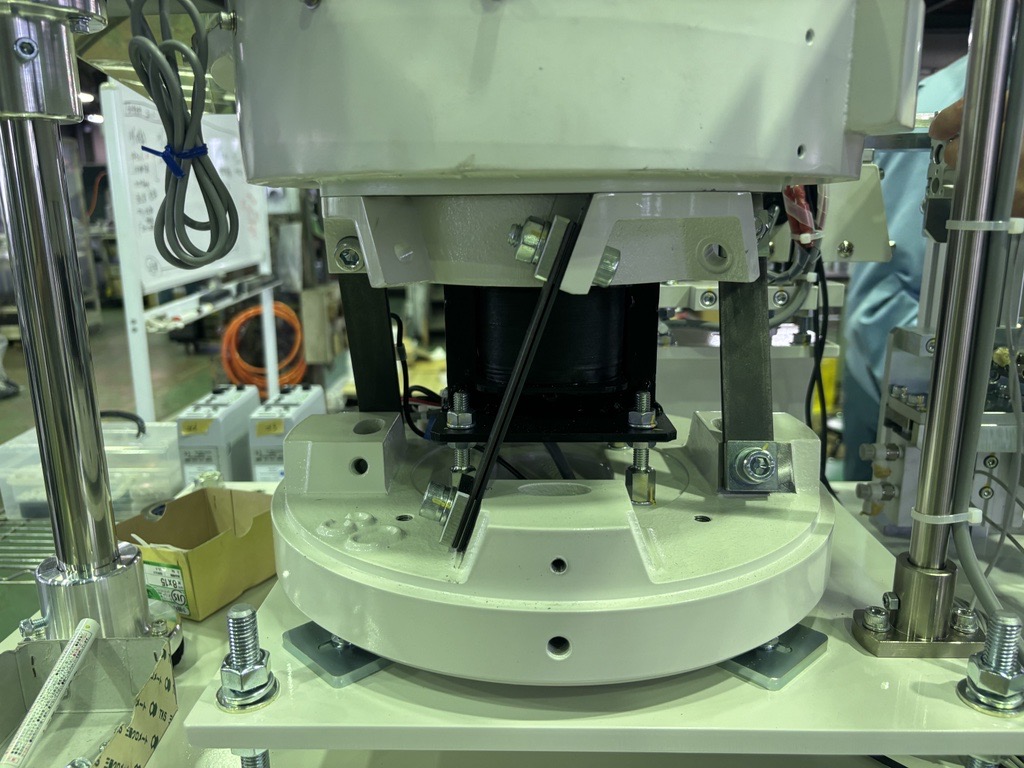
②板バネ
振動機本体と可動部を連結し、電磁石の吸引力によってたわみ、反発を繰り返して、振動を発生させ、ポウルにこれを伝達します。バネ材は頻繁な振動に適した特殊バネ鋼板に高度な熱処理を施したものを使用しています。
-

③可動コアー
電磁石の励強力と板バネの反発力によって振動し、ポルトにて連結されたボウルに振動を伝えます。
-
④固定コアー
電磁石コイルを固定しています。
-
⑤コイル(電強石)
交流電源はコントローラー(制御器)を通して半波整流され、このコイルを介して吸引力を発生させます。いわゆる振動源になります。
-
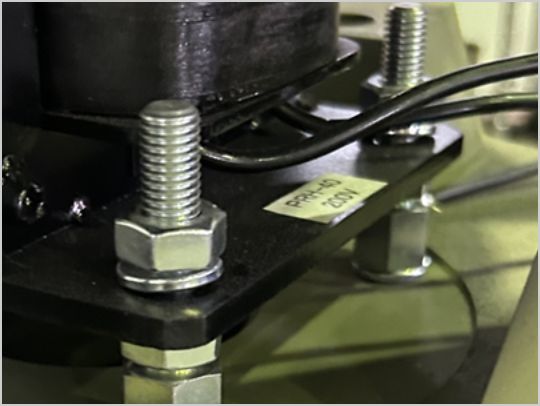
⑥隙間調整ボルト
固定コアーと可動コアーの原間は、整送ワークの性状と加振力、それにポウル性状等によってその都度ボルト調整します。
-
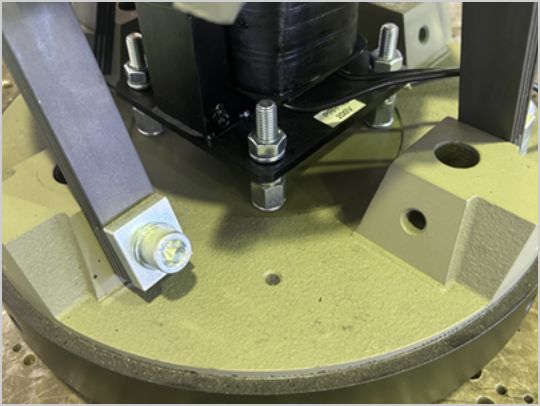
⑦本体ベース
固定部を可動部に対して安定させ、安定した振動を発生させるためのバランスウェイトです。
-

⑧防振ゴムキャップ
装置を取付台等に支持させる場合、外部への振動をできるだけ減少させるため、防振ゴムにて4点支持させています。
-
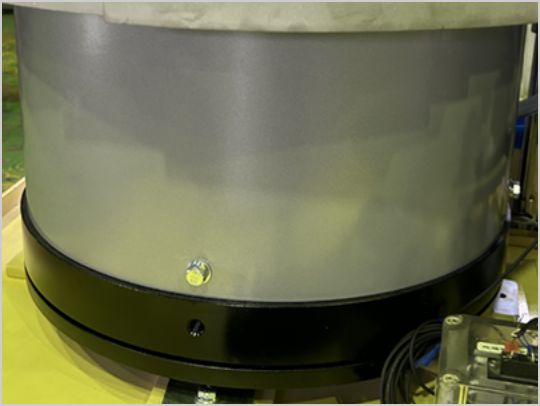
⑨保護カバー
薄鋼板にて本体部を被っています。
パーツフィーダー 付属装置の各部名称と役割

-

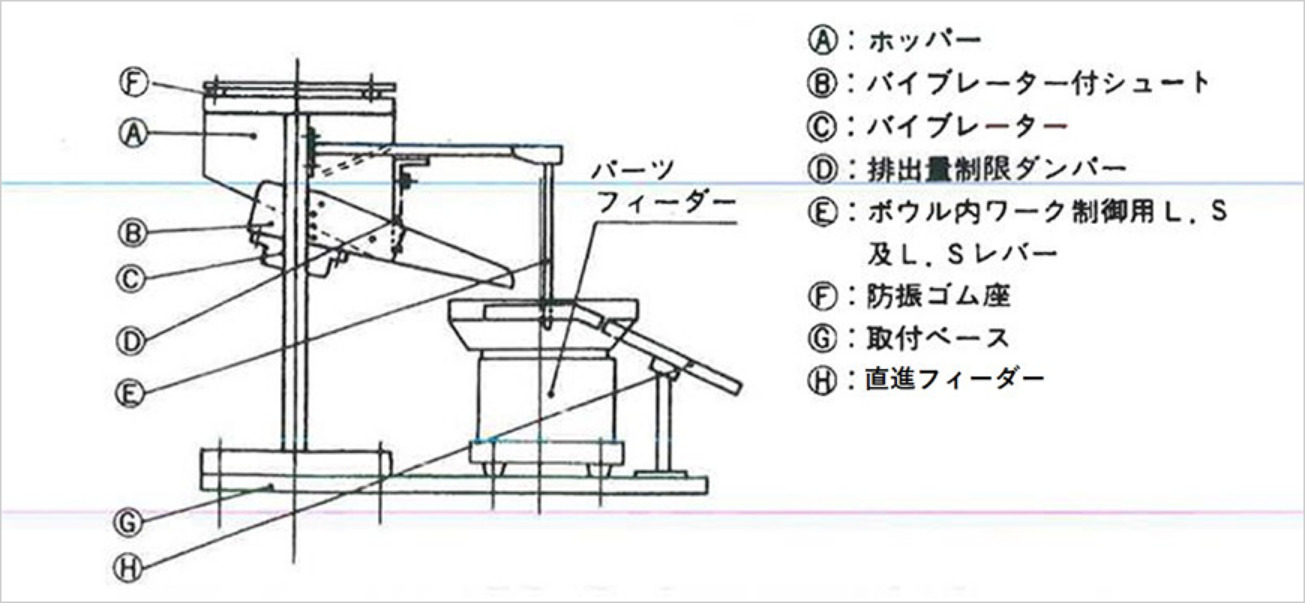
Ⓐホッパー
パーツフィーターのポウル内には選別、整送アタッチメントを取り付ける関係上、ワーク投入量はスパイラルトラックの半周目程度しか入りません。ホッパーが併用されない場合、必要に応じてワークを手作業でポウル内にその都度供給する必要があり、折角の自動化装置の効果が半減してしまいます。
できるだけ、投入額度を少くするため、このホッパー内に1~3時間分程度貯えておき、必要に応じて自動的にボウル内に排出します。ホッパーはホッパー支持架台にポルトにて固定され、ワークが排出されやすい様、底部トラフが傾斜構造になっています。
出口部はネジ脱着、上下調整用の排出量規制ダンパーが設けられ、ワークの性状に応じて排出口寸法を変化させます。 -

Ⓑパイプレーター付シュート
ホッパー下面に取り付られたシュートでバイプレーターを底面にポルト止めし、ワークの性状に応じて最も適した排出能力を保たせるよう、可傾式になっています。
バイプレーターの強弱は専用コントローラーにてパーツフィーダー本体と同様の操作を行うことで任意の振動が得られます。 -
Ⓒバイブレーター
コントローラーによって交流電源は半波整流され、それにより生ずる脈流によって脈動的にバイブレーターケース内の電磁コイルを励磁して可動子を吸引し、バイブレーター本体が振動する構造になっています。
-
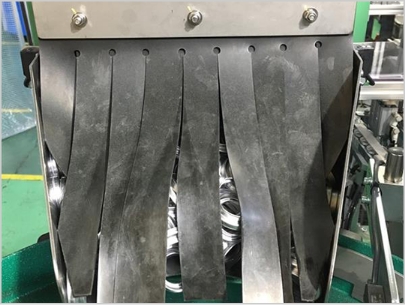
Ⓓ排出量制限ダンパー
ネジ脱着上下調整用排出量規制ダンパーで、鍋板にゴム板をノレン状に取り付けてワークがバイブレーターの振動によってゴム板のノレンを押して、シュート上に排出されます。ワークの性状、振動の強弱によって、ホッパーの開口寸法をこのダンパーの上下調整にて変化させることができます。
-

Ⓔボウル内ワーク量制御用
L.S.及びL.S.レバーパーツフィーターとバイブレーターホッパーとを連動させるための制御機構で、ワーク量検出レバーと、これによって動作するリミットスイッチから構成され、ポウル内のワーク量に合わせてレバー位置、高さをセットします。
-
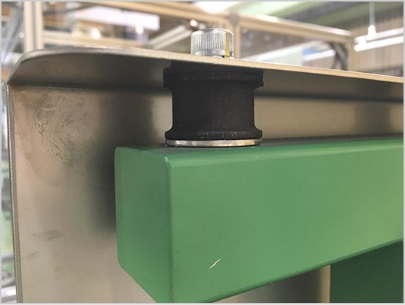
Ⓕ防振ゴム座
ホッパーはバイブレーターにて振動するので、ホッパー支持部と、ホッパーは防振ゴムにて支持し、出来るだけ、他の機器に振動を伝えないよう、考慮しています。
-
Ⓖ取付ベース
ホッパーとパーツフィーダー、固定シュートを支持するベースで普通、厚鋼板または型鋼にて成形されており、関連機械上または、架台上にボルト固定します。
-

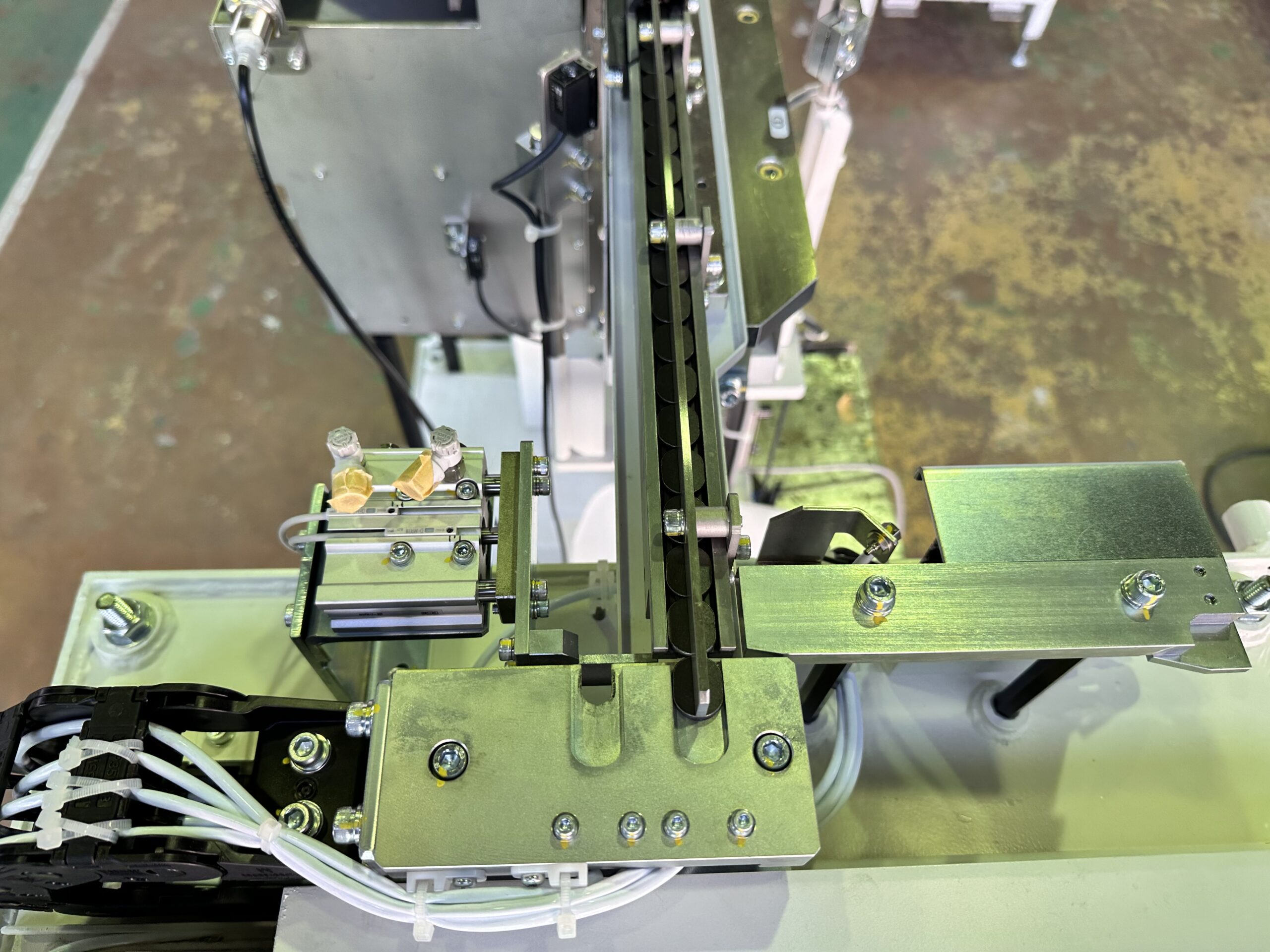
Ⓗ直進フィーダー
直線のシュートに振動を与えて部品を供給する装置です。振動を与えることでワークを決められた姿勢に整列させて次工程に供給します。
パーツフィーダーの技術情報
-
パーツフィーダーにおけるホッパー
当社では、パーツフィーダーの設計・製作を行っています。こちらの記事では、パーツフィーダーの一部であるホッパーについてご紹介いたします。 ホッパーとは(ホッパーの役割) ホッパーとは、ワーク(製品)のストック、フィーダーへの定量[…]
詳しく見る
-

パーツフィーダーの流れが悪いときに確認するべきポイント
当社では、パーツフィーダーの設計・製作を行っています。こちらの記事では、パーツフィーダーの流れが悪いときに確認するべきポイントについてご紹介いたします。 「パーツフィーダーのトラブルシューティング表」を1冊にまとめた資料を無料プレゼント! […]
詳しく見る
-

パーツフィーダーにおけるボウル
当社では、パーツフィーダーの設計・製作を行っています。こちらの記事では、パーツフィーダーの一部であるボウルについてご紹介いたします。 ボウルとは(ボウルの役割) パーツフィーダーにおけるボウルとは、振動機上部に付いている、ワークをストック[…]
詳しく見る
-

コイル振動式パーツフィーダーの構成と仕組み
当社では、パーツフィーダーの設計・製作を行っています。こちらの記事では、コイル振動式パーツフィーダーについてご紹介いたします。 コイル振動式パーツフィーダーの構成 コイル振動式パーツフィーダーは、防振ゴム足、本体ベース(下)(上)、コイル[…]
詳しく見る
-

パーツフィーダーの価格構成
当社では、パーツフィーダーの設計・製作を行っています。こちらの記事では、パーツフィーダーの価格についてご紹介いたします。 パーツフィーダーの価格構成 パーツフィーダーの価格は、①振動機、素材ボウル、コントローラーといった標準的なもの②ボウル加工と[…]
詳しく見る
-

パーツフィーダーのメンテナンス
当社では、パーツフィーダーの設計・製作を行っています。こちらの記事では、パーツフィーダーのメンテナンスについてご紹介いたします。 「パーツフィーダーの予防・保全」について1冊にまとめた資料を無料プレゼント! 「パーツフィーダーの予防・[…]
詳しく見る
-
パーツフィーダーのコーティング
当社では、パーツフィーダーの設計・製作を行っています。こちらの記事では、パーツフィーダーのコーティングについてご紹介いたします。 パーツフィーダーボウルコーティングの目的 ボウルコーティングを行うことにより、下記のような効果が期待できます […]
詳しく見る
-

パーツフィーダーの詰まりについて
当社では、パーツフィーダーの設計・製作を行っています。こちらの記事では、パーツフィーダーの詰まりについてご紹介いたします。 パーツフィーダーが詰まる要因 パーツフィーダーをご使用いただいていると、詰まりが発生する可能性があります。その要因としては[…]
詳しく見る
-

パーツフィーダーの一次電源について
当社では、パーツフィーダーの設計・製作を行っています。こちらの記事では、パーツフィーダーの一次電源ついてご紹介いたします。 パーツフィーダーの一次側電源について パーツフィーダーの一次電源としては、 電圧 AC200V、AC100V […]
詳しく見る
-

パーツフィーダーの改善について
当社では、パーツフィーダーの設計・製作を行っています。こちらの記事では、パーツフィーダーの改善についてご紹介いたします。 パーツフィーダーを改善するとは パーツフィーダーは生産ラインの中で、部品の供給という、上流工程にて使用されることが多い装置で[…]
詳しく見る
-
無振動パーツフィーダーについて
当社では、パーツフィーダーの設計・製作を行っています。こちらの記事では、無振動パーツフィーダーについてご紹介いたします。 無振動パーツフィーダーとは パーツフィーダーには、様々な種類がありますが、大部分が振動を使用し、製品を搬送、整列するものです[…]
詳しく見る
-

ボルト供給用パーツフィーダーについて
当社では、パーツフィーダーの設計・製作を行っています。こちらの記事では、ボルト供給用パーツフィーダーについてご紹介いたします。 ボルト供給用パーツフィーダー導入のメリット ・供給手間の削減(省人化)補助ホッパーを付けることで、長時間の自動供給も可[…]
詳しく見る
-

ゴム製品用のパーツフィーダーについて
当社では、パーツフィーダーの設計・製作を行っています。こちらの記事では、ゴム栓用のパーツフィーダーについてご紹介いたします。 ゴム製品の供給で、発生し易い問題点 ゴム製品の供給では、以下のような問題が発生することが多いです。 ・製品生産時に[…]
詳しく見る
-

食品向けパーツフィーダーについて
当社では、パーツフィーダーの設計・製作を行っています。こちらの記事では、食品向けのパーツフィーダーについてご紹介いたします。 食品分野でのパーツフィーダー用途 食品分野においてはパーツフィーダーのバラシ、整列能力を使い、 ・ワークの1ヶずつ[…]
詳しく見る
-
パーツフィーダーの切出しについて
当社では、パーツフィーダーの設計・製作を行っています。こちらの記事では、パーツフィーダーの切出しについてご紹介いたします。 パーツフィーダーの切出しとは パーツフィーダーは選別を行う為、タイミングにより能力が安定しない為、基本的に先に直進フィーダ[…]
詳しく見る
-
中古のパーツフィーダーについて
当社では、パーツフィーダーの設計・製作を行っています。 インターネットで中古機械の買取や、自社終製造終了機械からの転用 等で、中古のパーツフィーダーを新たなラインに使用する事があるかと思います。 本記事では中古パーツフィーダーを使用するにあたって[…]
詳しく見る
-
パーツフィーダーの振動調整について
当社では、パーツフィーダーの設計・製作を行っています。こちらの記事では、板バネ式パーツフィーダーの振動調整についてご紹介いたします。 パーツフィーダーの振動調整とは パーツフィーダ―は振動を使用し、製品(部品)を整列・供給していく装置です。安定し[…]
詳しく見る
-
パーツフィーダーの静電気対策
当社では、パーツフィーダーの設計・製作を行っています。こちらの記事では、静電気対策についてご紹介いたします。 静電気のパーツフィーダーに対する影響 パーツフィーダーは、基本としてワークを分離搬送した上で、姿勢整列、供給を行っておりますが、ワークが[…]
詳しく見る
-

パーツフィーダーの修理について
当社では、パーツフィーダーの設計・製作を行っています。こちらの記事では、修理についてご紹介いたします。 「パーツフィーダーのトラブルシューティング表」を1冊にまとめた資料を無料プレゼント! パーツフィーダーに関するトラブルシューテ[…]
詳しく見る
-

パーツフィーダーの騒音対策について
当社では、パーツフィーダーの設計・製作を行っています。こちらの記事では、パーツフィーダーの騒音対策についてご紹介いたします。 パーツフィーダーの騒音源 パーツフィーダーの騒音発生源としては、・振動本体の稼働音・ワーク(製品/部品)とボウルがぶつか[…]
詳しく見る
-

パーツフィーダーの供給能力について
当社では、パーツフィーダーの設計・製作を行っています。こちらの記事では、パーツフィーダーの供給能力、安定供給についてご紹介いたします。 パーツフィーダーの供給能力 パーツフィーダーはボウル内にランダム投入したワーク(製品/部品)を、振動を用いて整[…]
詳しく見る
-
パーツフィーダーの設計について
当社では搬送機器の自動化を設計から製作までを一貫して行っています。50年以上の様々な業界における自動化実績を基にした、最適な自動化ラインを提案いたします。 エスケープ部の設計 お客様の要望によってはワークを整列、ストックしロボットハンドで搬送する[…]
詳しく見る
-

パーツフィーダーの整列について
当社では搬送機器の自動化を設計から製作までを一貫して行っています。50年以上の様々な業界における自動化実績を基にした、最適な自動化ラインを提案いたします。 パーツフィーダーの整列 パーツフィーダーの整列とは、振動を使用してワーク(製品)をお客様の[…]
詳しく見る
-
パーツフィーダーの振動方向について
「振動」ときいて楽器や音がもつ振動を思い浮かべる方は多いかと思いますがが、それ以外でも振動は様々なものに使われています。 振動の力の向きを変更することで、様々な分野に最適な振動方向へ変化させて使用されています。こちらの記事では、当社の標準パーツフィーダ[…]
詳しく見る
-

パーツフィーダーの振動原理について
当社では搬送機器の自動化を設計から製作までを一貫して行っています。50年以上の様々な業界における自動化実績を基にした、最適な自動化ラインを提案いたします。 振動とは 振動とは、物体に働く力がつり合って静止する位置を中心として、その位置からずれると[…]
詳しく見る
-
パーツフィーダーのにおけるワークの傷対策
当社では、パーツフィーダーの設計・製作を行っています。こちらの記事ではパーツフィーダーにおけるワークの傷対策についてご紹介いたします。 パーツフィーダーにおける傷について パーツフィーダーにおける傷の種類には、打痕、擦り傷、線傷などがあります。ま[…]
詳しく見る
-
パーツフィーダーのアタッチメントについて
当社では、パーツフィーダーの設計・製作を行っています。こちらの記事ではパーツフィーダーのアタッチメントについてご紹介いたします。 パーツフィーダーのアタッチメントについて パーツフィーダーは振動を使い、ランダムの姿勢でトラックを登ってくるワーク([…]
詳しく見る
-

パーツフィーダー参考価格|ダイソウ工業株式会社
当社では、パーツフィーダーの設計・製作を行っています。こちらの記事ではパーツフィーダーの参考価格についてご紹介いたします。 SUS円筒ボウルパーツフィーダー ベース板、インバーター式コントローラー付※振動センサー必要時+20,000円とな[…]
詳しく見る
-

パーツフィーダーのメーカー:ダイソウ工業株式会社
当社では、パーツフィーダーの設計・製作を行っています。 1972年3月に僅か2名で創業し翌1973年10月には株式会社東海精機として設立となった当社は52年経った今も尚、会社形態は変わりながらも創業当時からの「自動化・省力化のパイオニア」として日々邁進[…]
詳しく見る